Подробное описание серебряных анодных пластин с точки зрения литейной промышленности
2026-06-09
Серебряные анодные пластины являются ключевой продукцией в области выплавки и литья драгоценных металлов. Они проходят предварительную обработку посредством литья под давлением перед электролизной рафинацией и являются незаменимым расходным материалом в отраслях мокрого электролизного очищения серебра и гальваники. Качество всей партии продукции полностью зависит от технологии литья, форм и контроля процессов плавки.
I. Позиционирование продукта и применение в отрасли (ориентация на потребности литейной отрасли)
1. Основное применение
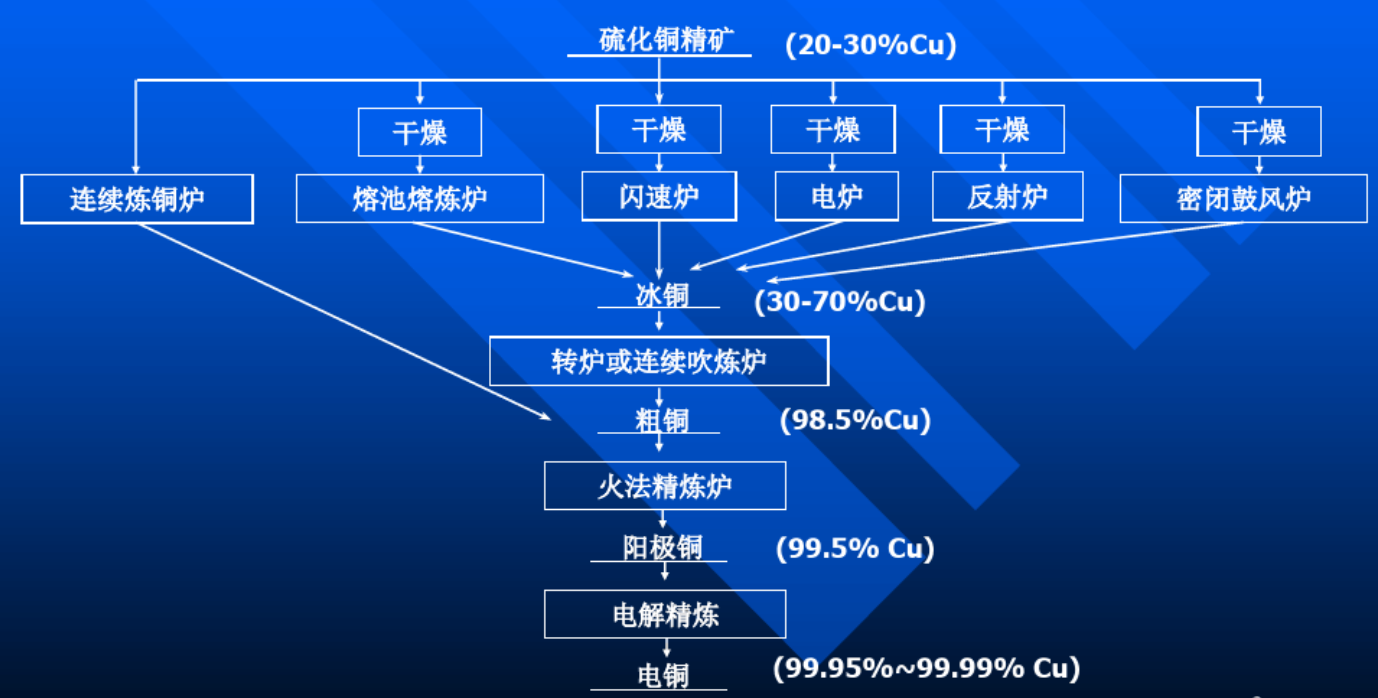
1) Электролизное рафинирование серебра (основное направление): Сырое серебро отливается в анодные пластины, которые помещаются в электролизер Миобиуса. При подаче тока серебро равномерно растворяется в электролите из нитрата серебра, а на катоде осаждается высокочистое электролитное серебро (99,99%). Это обязательный этап в процессе очистки первичного и вторичного серебра. В Китае для извлечения серебра из анодного шлама, являющегося побочным продуктом плавки меди, свинца и цинка, используются исключительно литые серебряные анодные пластины.
2) Промышленная гальваника: аноды для процесса серебрения, при котором ионы серебра непрерывно выделяются из электролита и равномерно осаждаются на поверхности заготовки; используются для гальванического покрытия печатных плат, электронных компонентов и металлических изделий.
3) Новые источники энергии/новые материалы: прекурсоры для фотоэлектрических серебряных паст, специальные анодные подложки для производства водорода методом электролиза воды с использованием мембран PEM; объем производства высокочистых анодных пластин из серебра по индивидуальному заказу увеличивается из года в год.
2. Класс материала (стандарты состава литейной смеси)
– Анодные пластины из грубого серебра (для собственного использования на металлургических заводах): содержание серебра 95%–99,5%, содержание золота <30%, Cu <5%, общее содержание примесей Pb, Bi, Sb ≤0,02%; изготавливаются путем непосредственного литья из расплава грубого серебра, полученного в печах для выделения серебра; слишком высокое содержание золота может привести к пассивации электролитического анода и невозможности нормального растворения;
– Анодные пластины из высокочистого серебра (для гальваники/высокотехнологичных материалов): Ag ≥ 99,95%, модифицированные сплавы с микродобавками редкоземельных элементов/титана, литье с точным контролем примесей, подходят для высокоточных гальванических и электрохимических установок;
– Анодные пластины из вторичного сырья: литье из переплавленных отходов серебра и остатков электролитических анодов; вторичное серебро составляет более 42% отечественного сырья и является ключевым источником сырья для снижения затрат в литейной промышленности.
3. Стандартные размеры литья
Стандартный размер: 380×210 мм, вес одной пластины 12–45 кг; корпус пластины делится на зону подвесных ушек и зону электролиза. Подвесные ушки не участвуют в электролизе, а служат только для подвешивания и проведения тока; это ключевая часть конструкции литейной формы, размеры которой подбираются индивидуально в соответствии с требованиями конкретной электролизной ванны.
II. Полный технологический процесс литья серебряных анодных пластин
1. Предварительная обработка сырья
Сырье: грубое серебро, остатки электролизных анодов, отходы серебра; после сортировки и удаления примесей сырье поступает в среднечастотную плавильную печь. Остатки электролизных анодов представляют собой нерастворившиеся отходы ушек после электролиза, которые ежегодно в больших количествах возвращаются в печь для переплавки и являются сырьем для литейного цикла.
2. Процесс плавки (ключевой этап перед литьем)
Оборудование: среднечастотная индукционная плавильная печь (основной вариант), температура 1050–1200 °C; плавка холодного сырья занимает 40 минут, горячего — 30 минут; пылеудаление осуществляется с помощью герметичной вытяжной системы, что позволяет строго контролировать потери от окисления серебра; на высококачественных производственных линиях потери при плавке составляют ≤5‰.
– Очистка расплава грубого серебра от шлака: удаление окисленного плавающего шлака для предотвращения образования пор в анодных пластинах и отслоения кусков при электролизе.
3. Перекачка и дозированное литье (два основных способа литья в отрасли)
(1) Традиционное ручное литье (малые и средние предприятия)
Серебряная расплав → промежуточный литейный котел → ручная перекачка в стальные/чугунные формы, ручное регулирование потока при заливке в полость формы. Недостатки: большая погрешность в весе, высокие потери от разбрызгивания, опасность работы в условиях высоких температур.
(2) Полностью автоматическое дозированное литье (крупные металлургические предприятия: Jiangxi Copper, Yunnan Copper и др.)
Полностью автоматизированная литейная линия: среднечастотная печь → весовая литейная тележка → вращающаяся дисковая форма → водяное охлаждение → автоматическая разъемка → манипулятор для извлечения пластин, полный цикл автоматического управления с помощью ПЛК:
1. Переворачивание корпуса печи, точное присоединение весовой тележки к расплаву, погрешность веса <±1%;
2. Литье с постоянной скоростью по кривой в предварительно нагретую стальную форму (форма предварительно обжигается при температуре 150–200 °C для предотвращения образования коры при резком охлаждении);
3. Вращение диска, после завершения литья форма погружается в воду для быстрого затвердевания с помощью погружного водяного охлаждения;
4. Автоматическая разъемка формы с помощью вибрации пневмоцилиндра, укладка готовых анодных пластин манипулятором.
4. Контроль качества после обработки
Обрезка и шлифовка обломов и заусенцев, проверка поверхности пластин на наличие пор, трещин, толщины и веса; бракованные пластины возвращаются в печь для переплавки, а годные упаковываются и отправляются в цех электролиза.
III. Технические особенности литейных форм (определяют эксплуатационные затраты на аноды)
1. Материал: пресс-форма из легированной стали (универсальная), рабочая полость делится на электролитическую полость и полость для подвесных ушек; оптимизация кривизны и угла наклона подвесных ушек (угол скоса для извлечения с боковой стороны 15°); уменьшение объема подвесных ушек при обеспечении прочности при подвешивании, снижение доли остаточных полюсов (остаточные полюса — это оставшиеся после электролиза подвесные ушки; чем меньше остаточных полюсов, тем ниже затраты на переплавку);
2. Технология напыления формы: нанесение антиадгезивного покрытия на полости формы для предотвращения прилипания и уменьшения заусенцев на поверхности пластин; автоматизированные производственные линии оснащены устройствами для автоматического распыления покрытия.
IV. Классификация основного литейного оборудования
1. Дисковые автоматические литейные линии: стандартное оборудование для отечественных металлургических предприятий; непрерывное производство с использованием многопозиционного поворотного стола; производительность за одну смену составляет 300–1500 штук; разработанная компанией Jiangxi Copper трехкоординатная литейная тележка является эталонным оборудованием в отрасли;
2. Линейные литейные установки: линейное расположение форм, водяное охлаждение дна; используются на малых и средних рафинировочных заводах, подходят для производства небольших партий пластин различных размеров по индивидуальному заказу;
3. Малые ручные литейные печи средней частоты: предназначены для производства небольших анодных пластин для гальваники, вес одной пластины 1–3 кг; используются в мастерских и на небольших гальванических предприятиях.
V. Влияние качества литья на последующий процесс электролиза (основная логика отрасли)
1. Плотность поверхности пластин без пустот: при разумном контроле температуры литья и тщательном удалении шлака аноды растворяются равномерно во время электролиза, не раскалываются и не загрязняют электролит; если в литье присутствуют включения и пустоты, происходит локальная ускоренная коррозия анодов, образуется большое количество анодного осадка и сокращается срок службы электролита;
2. Равномерная толщина пластин и соответствие ушей стандартам: высокая точность пресс-формы и точность дозированного литья обеспечивают стабильное расстояние между электродами, стабильное напряжение в ванне, экономию электроэнергии и снижение потребления; неравномерная толщина приводит к локальной перегрузке током, пассивации анода и остановке производства;
3. Конструкция, обеспечивающая литье с низким содержанием остаточных анодов: оптимизация конструкции ушек, снижение доли остаточных анодов с 25% до менее 10%, что значительно сокращает энергопотребление при повторном литье и потери металла при переплавке остаточных анодов.
VI. Состояние отрасли и тенденции развития технологий литья
1. Структура отрасли: отечественные компании Jiangxi Copper, Yunnan Copper и Tongling Nonferrous занимают более 63% производственных мощностей в стране, располагая собственными полностью автоматизированными литейными линиями; малые и средние предприятия по рафинированию драгоценных металлов прибегают к аутсорсингу литья анодов; в 2025 году объем внутреннего рынка серебряных анодов составит 9,14 млрд юаней, при этом спрос на высокочистое литье по индивидуальному заказу будет ежегодно расти под влиянием фотоэлектрической и электронной отраслей;
2. Направления технической модернизации: полностью герметичное интеллектуальное литье (AI-регулирование температуры + онлайн-взвешивание), литье анодов с низкими потерями и без остаточных анодов, прецизионное литье с модификацией микролегированием; литье из вторичного серебра в замкнутом цикле становится основным направлением, доля литья с использованием отходов серебра и остаточных анодов продолжает расти;
3. Экологичное литье: полностью закрытая система пылеудаления, утилизация отработанного тепла, отказ от открытого ручного литья; экологические требования стимулируют повсеместное внедрение автоматизированных литейных линий.